In over two decades of servicing industrial hydraulic systems, I have learned one rule: a pressure problem should never be diagnosed by guesswork. A weak actuator, a noisy pump, or a pressure gauge that refuses to rise may look simple, but the actual cause is often hidden inside the oil supply, valve block, pump, cylinder, or return circuit.
Hydraulic power unit pressure loss can stop an excavator, slow down a production press, reduce lifting force on mining equipment, or make an agricultural machine unreliable during peak season. For maintenance engineers and procurement managers, the real challenge is not only repairing the failure. It is finding the exact failure path before unnecessary parts are replaced.
This field-based guide explains how to approach hydraulic station pressure issues using practical root cause analysis. The article covers symptom classification, fast verification methods, pump and valve inspection, seal material selection, extreme-climate maintenance, repair-versus-replacement decisions, and component selection for global industrial applications.
⚠️ Safety Alert: Before removing any hydraulic hose, valve, pump, cylinder, fitting, or test port plug, shut down the equipment, release stored pressure, and lock out the power source. Hydraulic oil under pressure can penetrate skin and cause severe injury. Always wear eye protection, gloves, and protective clothing.
Hydraulic Station Pressure Failure Severity Table
When a customer asks, “why won’t my hydraulic system build pressure?” I always ask what the pressure gauge, oil temperature, pump sound, and actuator movement are doing. The answer determines where the inspection should begin.
|
Field Symptom |
Severity Level |
Fast Check |
Likely Solution |
|---|---|---|---|
|
Pressure does not rise after startup |
Critical |
Check oil level, pump rotation, coupling, and relief valve position |
Restore oil supply, correct rotation, repair coupling, or clean valve |
|
Pressure rises but drops under load |
High |
Perform loaded pressure and flow testing |
Inspect pump wear, cylinder bypass, and valve internal leakage |
|
One cylinder moves slowly while others work normally |
Medium |
Isolate the cylinder and test pressure holding ability |
Replace cylinder seals or repair the local control circuit |
|
All actuators move slowly |
High |
Check suction filter, oil viscosity, pump flow, and main relief valve |
Clean filters, correct oil grade, test pump efficiency, adjust valve safely |
|
Oil temperature rises quickly |
High |
Compare temperature before and after loaded operation |
Find internal bypass, continuous relief flow, or excessive throttling |
|
Hydraulic motor has weak torque |
Medium to High |
Measure inlet pressure, return pressure, and case drain flow |
Verify pump output, check motor wear, and reduce return restriction |
The Three Core Zones Behind Pressure Degradation
Most hydraulic system fault diagnosis work becomes easier when the system is divided into three zones: oil supply, pressure control, and actuator load. Each zone can create similar symptoms, but the verification method is different.
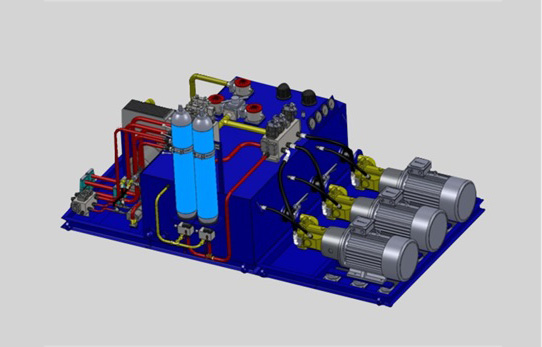
Zone One: Oil Supply and Pump Drive
A hydraulic pump cannot build pressure if it cannot receive enough oil. Low reservoir level, suction restriction, air entry, incorrect oil viscosity, clogged breathers, and blocked filters all create supply-side failure. The pump may sound rough, vibrate, or generate foam in the tank.
I once inspected a mobile crusher in a dusty quarry. The operator believed the pump was worn out because the machine had poor force. The real problem was a collapsed suction hose. After the hose was replaced and the tank was cleaned, the system returned to normal pressure without replacing the pump.
For systems operating under heavy load, properly selected heavy-duty hydraulic pumps are essential. However, even the best pump will fail early if the suction line is undersized, contaminated, or full of air.
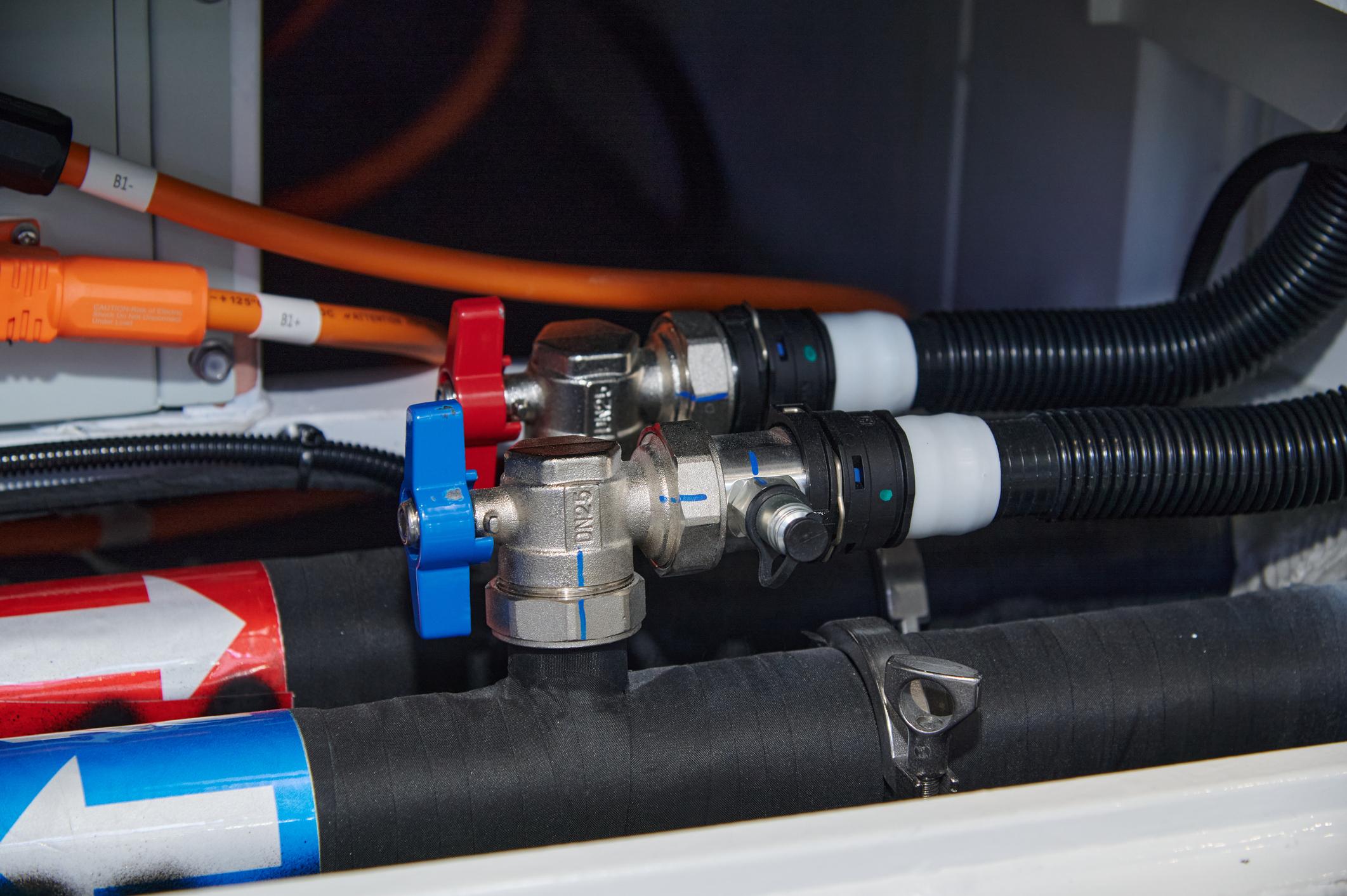
Zone Two: Pressure Control and Valve Stability
The pressure control section includes relief valves, reducing valves, unloading valves, directional valves, and flow control valves. A single sticking spool or damaged spring can cause pressure instability, heat generation, or pressure build-up failure.
Relief valve malfunction is especially common after oil contamination. If dirt keeps the valve slightly open, oil returns to the tank before useful pressure is created. If the pressure setting is too high, the system may overload hoses, seals, pumps, and actuators.
When inspecting hydraulic directional control valves, check spool movement, pilot passages, spring condition, sealing surfaces, and oil cleanliness. Never assume that a valve is working correctly just because the solenoid is energized.
Zone Three: Actuators and Load Holding
Actuators convert hydraulic energy into motion. Cylinders may suffer internal bypass through damaged piston seals. Motors may lose efficiency through internal wear or excessive case drain flow. Both failures can look like weak pump performance.
If one actuator is slow while other functions remain normal, start near that actuator. If every function is weak, move back toward the pump and main pressure control circuit.
For load-holding equipment, properly designed industrial hydraulic cylinders should be matched to bore size, rod diameter, working pressure, stroke, mounting style, seal material, and side-load condition.
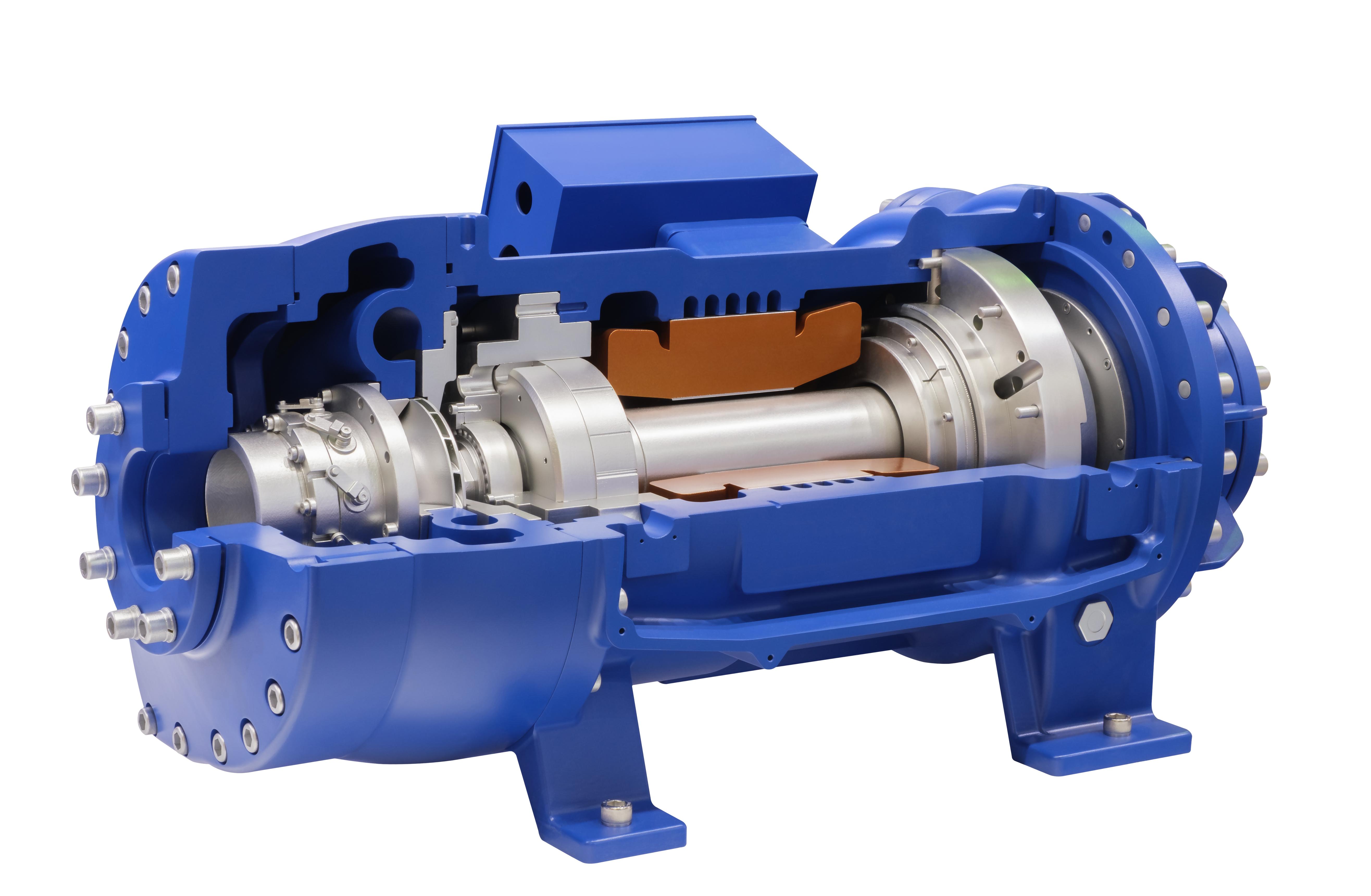
Hydraulic Pump Internal Leakage: How to Confirm It
Hydraulic pump internal leakage usually develops gradually. The machine may perform acceptably when cold, then lose force as oil temperature increases. Hot oil becomes thinner, and worn clearances allow more oil to bypass inside the pump.
The most reliable verification method is a flow test under pressure. A pump may show acceptable flow at low pressure but lose a significant percentage of output at working pressure. That difference is often more valuable than a simple gauge reading.
For gear pumps, inspect side plate wear, gear end clearance, bushing condition, and shaft seal condition. For piston pumps, check the valve plate, cylinder block, pistons, shoes, swash plate, and bearing surfaces. For vane pumps, inspect the cam ring, rotor slots, vanes, and end plates.
Many industrial systems use pumps rated up to 5000 psi (350 bar). The pump rating alone does not guarantee safe operation. Hoses, valves, cylinders, fittings, seals, and manifolds must also be rated for the same pressure range.
When replacement is required, gear pumps and piston pumps should be selected according to flow demand, duty cycle, contamination tolerance, pressure range, shaft type, flange standard, and port orientation.
Relief Valve Malfunction: The Fault That Often Misleads Technicians
A relief valve is designed to protect the hydraulic system, but it can also become the reason pressure cannot be maintained. In real service work, I have seen relief valves misadjusted after a minor fault, making the entire hydraulic power unit unstable.
The correct method is simple: install a calibrated gauge at the correct test point, increase load slowly, and compare the actual pressure with the machine specification. If pressure stops rising too early, the valve may be opening before the required setting. If pressure jumps or fluctuates, contamination or pilot instability may be present.
After pressure is fully released, remove the valve and inspect the spool, seat, spring, pilot orifice, and damping passage. Sludge, varnish, metal particles, damaged seats, and weak springs can all create relief valve malfunction.
For OEM equipment and industrial retrofits, custom hydraulic valves can be selected based on operating pressure, flow rate, spool function, port standard, control method, and machine cycle requirements.
Slow Hydraulic Cylinder Movement Fix
A slow hydraulic cylinder movement fix begins with one question: is the problem isolated or system-wide? If only one cylinder is slow, the issue is likely inside the cylinder, local valve, hose, or load condition. If every actuator is slow, inspect pump flow, oil supply, and main pressure control first.
Internal bypass is common in older cylinders. The piston seal may fail while no external leakage is visible. Oil crosses from the pressure chamber to the return chamber, and the cylinder loses force. The operator may notice drift, slow extension, poor lifting, or weak holding performance.
Inspect the piston seal, rod seal, guide rings, rod surface, bore condition, and mounting alignment. A new seal kit will not last if the rod is scratched, the bore is scored, or the cylinder is side-loaded.
For non-standard applications, custom hydraulic cylinders can be designed around specific stroke length, mounting dimensions, operating pressure, seal material, temperature range, and load direction.
Seal Material Selection for Different Working Conditions
Seal failure is one of the most common hidden causes of hydraulic power unit pressure loss. Choosing the wrong seal material can lead to swelling, hardening, cracking, rapid wear, or internal bypass.
|
Seal Material |
Typical Strength |
Recommended Conditions |
Common Risk |
|---|---|---|---|
|
NBR |
Good oil resistance and cost efficiency |
General hydraulic systems with moderate temperature |
May harden faster under high heat |
|
FKM |
High temperature and chemical resistance |
Hot environments, aggressive fluids, demanding duty cycles |
Higher cost than standard rubber seals |
|
PU |
Excellent wear resistance |
Mobile machinery, cylinders, high-cycle equipment |
Performance depends on temperature and fluid compatibility |
|
PTFE |
Low friction and strong chemical stability |
Precision systems, high-speed motion, special applications |
Requires correct installation and support rings |
Hydraulic Oil Contamination: Fast Field Detection
Oil cleanliness has a direct effect on hydraulic station pressure issues. Contaminated oil damages pumps, scratches valve spools, blocks pilot orifices, accelerates seal wear, and creates heat.
ISO 4406 is commonly used to describe hydraulic oil cleanliness. A professional particle counter gives the most accurate result, but field technicians can still perform quick checks before laboratory testing.
-
Visual check: Cloudy oil may indicate water, aeration, or oxidation.
-
Magnet check: Metallic particles on a magnet may suggest pump or bearing wear.
-
Filter inspection: Cut open used filters to identify metal, rubber, fiber, or sludge contamination.
-
Odor check: Burnt smell often points to overheating or oil degradation.
-
Foam observation: Persistent foam may indicate air entry or poor return-line design.
New components should never be installed into dirty oil. A clean replacement pump or valve can fail quickly if contamination remains in the tank, hoses, and manifold passages.
High-Pressure Hose Failure Prevention
External seepage is not just a housekeeping problem. It is a warning sign. Hose failure can lead to production shutdown, environmental contamination, fire risk, and personal injury.
High-pressure hydraulic hose failure prevention should include inspection of bend radius, abrasion points, clamp support, heat exposure, corrosion, twisting, and impulse load. A hose that is rubbing against a frame or vibrating against a steel edge should be rerouted or protected.
When replacing high-pressure hydraulic hoses, match working pressure, burst pressure, fitting type, thread standard, hose size, fluid compatibility, and temperature range. Similar appearance does not mean equivalent performance.
Critical Mistakes That Make Pressure Problems Worse
In field repair, pressure failures often become expensive because the first response is wrong. These mistakes should be avoided during hydraulic system fault diagnosis.
-
Increasing relief pressure without testing: This may hide the original fault and overload the system.
-
Replacing the pump before checking suction flow: A clogged filter or collapsed suction hose can imitate pump failure.
-
Ignoring oil temperature: Heat often reveals internal leakage that is not obvious during cold startup.
-
Using mismatched hose fittings: Wrong threads or pressure ratings can create dangerous failures.
-
Mixing hydraulic oils randomly: Incompatible additives may damage seals or reduce lubrication.
-
Skipping system flushing: New parts installed into contaminated oil may fail quickly.
Extreme Working Conditions by Region
Middle East: High Temperature, Sand, and Dust
For a hydraulic parts supplier in Middle East applications, heat and dust are major concerns. Sand can block breathers and coolers. High ambient temperature accelerates oil oxidation and seal aging.
Keep tank breathers clean, inspect cooling surfaces frequently, and avoid opening the reservoir in dusty areas. Use suitable oil viscosity and monitor operating temperature closely. Global shipping available for pumps, seals, valves, hoses, and replacement filters helps reduce downtime in remote job sites.
South America: Humidity, Rain, and Corrosion
Industrial hydraulic services in South America often involve agricultural machinery, mining equipment, forestry machines, and port handling systems. Humidity and rain increase corrosion risk on rods, fittings, hose clamps, and exposed steel parts.
Protect cylinder rods, inspect water contamination, use corrosion-resistant fittings where required, and store idle equipment with proper rod protection. Moisture control is essential during seasonal shutdowns.
Africa: Remote Sites and Limited Repair Access
Hydraulic system maintenance in Africa often requires practical planning because equipment may work far from major service centers. The best strategy is to keep critical spares on site and train operators to recognize early warning signs.
Recommended spare parts include seal kits, suction filters, pressure gauges, common hoses, fittings, and valve cartridges. Local technical support in Africa can help reduce downtime when emergency repair is required.
Southeast Asia: Heat, Humidity, and Continuous Operation
For OEM hydraulic components in Southeast Asia, many machines operate in hot, humid environments with long duty cycles. Marine equipment, construction machinery, and factory automation systems need strong corrosion resistance and reliable sealing.
Routine inspection should include oil condition, electrical connectors, exposed cylinder rods, hose covers, valve blocks, and cooler performance. Moisture and heat should be treated as long-term design factors, not temporary inconveniences.
Repair or Replace: Cost Decision Matrix
Repair is not always cheaper. Replacement is not always better. The correct decision depends on downtime cost, safety risk, component condition, spare part availability, and machine value.
|
Component |
Repair Is Reasonable When |
Replacement Is Better When |
|---|---|---|
|
Pump |
Wear is light, parts are available, and housing surfaces are usable |
Efficiency is poor, scoring is severe, or failure has repeated |
|
Valve |
Spool sticking is caused by dirt and the bore is not damaged |
Pressure setting cannot hold or internal leakage is excessive |
|
Cylinder |
Rod, bore, and mounting points remain in good condition |
Rod is bent, bore is scratched, or side-load damage is present |
|
Hose |
Minor assembly issue can be corrected safely |
Cover is cracked, reinforcement is exposed, or crimp area leaks |
Full Lifecycle Hydraulic Maintenance Plan
The most reliable way to prevent hydraulic power unit pressure loss is to manage the hydraulic system through its full lifecycle. Maintenance should not begin after the machine becomes weak.
-
Record baseline pressure, oil temperature, cycle time, and pump noise after commissioning.
-
Check oil level, external leakage, and filter condition before heavy operation.
-
Inspect suction filters and return filters based on contamination level, not only calendar time.
-
Use filtered transfer equipment when adding hydraulic oil.
-
Analyze oil cleanliness according to ISO 4406 when precision or high-pressure systems are involved.
-
Verify relief valve settings after pump, valve, or actuator replacement.
-
Replace aging hoses before cracking, swelling, or reinforcement exposure occurs.
-
Flush contaminated circuits before installing new pumps, valves, or cylinders.
Custom Component Selection for Industrial Applications
For many OEMs and maintenance teams, standard components are not always enough. Space limits, unusual mounting requirements, harsh environments, special flow demands, and non-standard pressure requirements may require customized hydraulic parts.
Blince Hydraulic provides a complete product range for industrial hydraulic solutions, including pumps, motors, valves, cylinders, hoses, and fittings. For OEM projects, the right component selection can improve machine reliability, simplify procurement, and reduce repeat maintenance problems.
For drive systems, high-performance hydraulic motors should be selected according to torque demand, displacement, speed range, allowable back pressure, drain line design, and duty cycle.
For mobile machinery, conveyors, winches, drilling equipment, and heavy-duty rotating systems, orbital hydraulic motors may be suitable where compact size and strong low-speed torque are required.
For pressure control and flow management, valve selection should consider spool function, flow capacity, pressure rating, control method, leakage class, and contamination sensitivity. A good directional control valve manufacturer should also understand OEM customization requirements.
FAQ: Hydraulic Pressure Loss and Field Diagnosis
Why won’t my hydraulic system build pressure after startup?
The most common causes are low oil level, wrong pump rotation, failed coupling, air in the suction line, clogged filter, stuck-open relief valve, or severe pump wear. Start with oil supply and pump drive before adjusting the valve.
How do I confirm hydraulic pump internal leakage?
Test pump flow at low pressure and again at working pressure. If flow drops sharply under load, hydraulic pump internal leakage is likely. Fast oil heating and weak actuator force are also common signs.
What causes slow hydraulic cylinder movement?
Slow cylinder movement may be caused by insufficient pump flow, blocked hoses, valve restriction, air in oil, or piston seal bypass. If only one cylinder is slow, inspect that cylinder and its local control valve first.
How should I handle excavator hydraulic pressure drop troubleshooting?
For excavator hydraulic pressure drop troubleshooting, check oil level, hose leakage, suction filter condition, pump drive, relief valve setting, and cylinder leakage. Do not increase relief pressure until the real cause has been confirmed.
Can relief valve malfunction cause overheating?
Yes. If the relief valve opens continuously or is set incorrectly, oil may return to the tank under pressure and generate heat. This reduces efficiency and may damage seals, hoses, and pumps.
What oil cleanliness level should I monitor?
Oil cleanliness should be evaluated according to system sensitivity and component requirements. ISO 4406 is commonly used for particle cleanliness classification. High-pressure and precision systems require stricter contamination control.
When should I replace hydraulic hoses?
Replace hoses when the outer cover is cracked, reinforcement is exposed, the hose is swollen, the crimp area leaks, or the hose has been crushed. Correct hose selection is critical for high-pressure hydraulic hose failure prevention.
Can one bad cylinder cause the whole system to lose pressure?
Yes, depending on circuit design. A cylinder with severe internal bypass can consume flow and reduce available pressure. Isolating the cylinder is often necessary to confirm the fault.
Service Support for Global Hydraulic Systems
Reliable hydraulic repair depends on accurate diagnosis, correct component selection, clean installation, and preventive maintenance. Whether the issue is hydraulic station pressure issues, valve instability, actuator weakness, pump wear, or hose failure, the solution should be based on test evidence rather than assumptions.
For OEM manufacturers, mobile equipment operators, factory maintenance teams, and hydraulic repair workshops, a complete supplier can reduce downtime by providing compatible components across the entire hydraulic circuit.
For reliable hydraulic components and expert technical support, explore Blince Hydraulic's full product range. We offer custom hydraulic solutions, OEM services and global shipping to meet your industrial needs. Contact our team today for personalized assistance.